



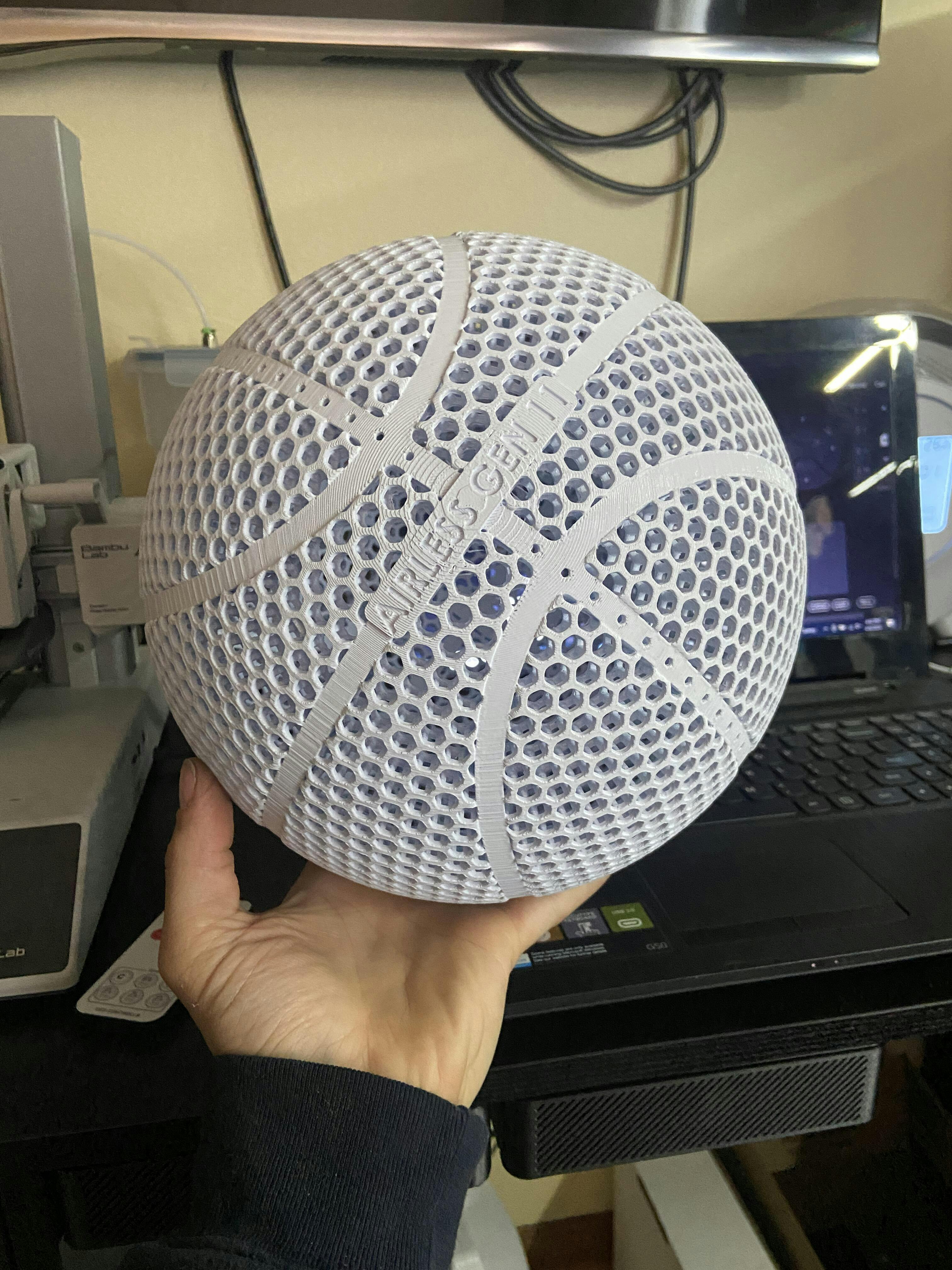
I’ve been using this filament to print out various sports balls. The airless basketball, some airless baseballs, and airless tennis balls. Works well each time. Supports were not too difficult to remove, but that’s likely because of my settings. Overall, I’m happy. The material seems really sturdy and strong.
Material printed very well and was consistent through the run. We ran approximately 27 rolls. Coex was also helpful in getting material out on the second order. They had to respool several rolls which they did within a buisness day and shipped. The second batch of material ran just as consistently as the first. Would highly recommend.
From the first layer I knew this was going to be a favorite of mine. It prints so nice and easily that it’s almost like a cheat code, and the colors are just fantastic.
This filament prints great but the mystery filament changes color so slowly that you may get a spool of only one color. I ordered 2 mystery spools and got a pink spool and a grey spool. If you want to end up with a multicolored print, this "mystery" filament won't work. If you want a solid color print, this filament is great. Prints smoothly, no clogs, no issues with great results.
I had the wrong material sent 60D instead of 60A but Josh B. with COEX3d Support was able to send me the correct material right away. I was able to print this on our Bambu Lab X1C after some modifications.